Development Of Process Control In Sheet Metal Forming

Sheet Forming Process An Overview Sciencedirect Topics

Development Of Sheet Metal Corner Bend Conditions In Radan Software Http Www Vandf Co Uk Software Radan Software List Metalla Metalloobrabotka Mebel

A Review On Plastic Behavior Of Polymer Sheets And Forming Process Juniper Publishers Polymer Science Science Polymer

Sheet Metal Forming An Overview Sciencedirect Topics

Sheet Metal Calculators Sheet Metal Sheet Metal Work Metal Bending
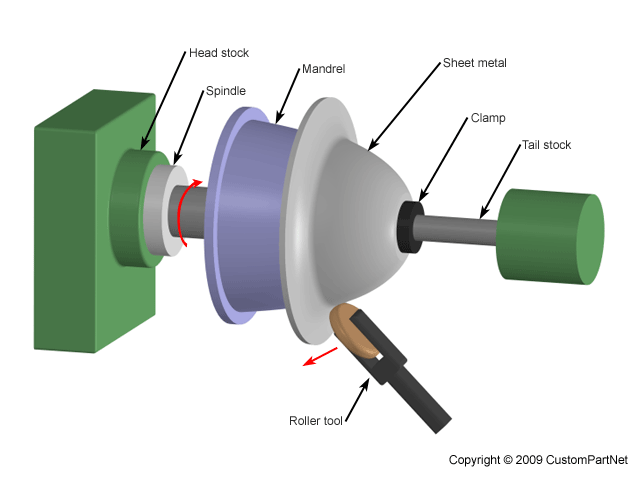
Sheet Metal Forming

Read more conference paper.
Development of process control in sheet metal forming.

A Leading Manufacturer Of Sheet Metal Working Machines Has Standardized On Ac Drives From Control Techniques Metal Working Machines Metal Forming Metal Working

Shenchong Hydraulic Guillotine Shearmachine Qc11k With Pneumatic Sheet Support Device E21s Control System For The Sheet Metal Production Line Max Plate Thi

Automatic Electrical Box Roll Forming Machine For Forming Power Distribution Panel Production Machine Metal Box Light Architecture Hydraulic Systems
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press
Source : pinterest.com
